
In response to the severe erosion of the lining of double-nozzle fully refined steel ladles, which affects the safe use of the ladles and restricts smooth production, this study investigated ways to extend the service life of double-nozzle fully refined steel ladles. Through the development and application of technologies such as composite lining construction, refining powder injection slag adjustment, and electrode splashing slag repair, the service life of double-nozzle fully refined steel ladles was significantly increased, from 35.9 cycles to 53.7 cycles.
The steel plant currently has two 10-strand, 10-melt small billet continuous casting production lines, employing a double-tundish casting mode. To meet the production requirements of furnace-mill matching, a double-nozzle, double-permeable brick ladle design was selected. In the initial stages of operation, influenced by production organization, converter operation, and refining processes, the continuous casting process experienced high casting temperatures, leading to high refining outlet temperatures, poor converter endpoint control, low endpoint carbon, frequent over-oxidation of molten steel, and severe erosion of the ladle lining. Furthermore, due to equipment failures, abnormal shutdowns of the continuous casting process resulted in molten steel remaining in the ladle for extended periods, significantly reducing its service life.
Due to severe erosion of the ladle lining, brick detachment at the slag line occurred frequently, the ladle shell turned red, and there was a significant risk of ladle penetration, impacting the safe use of the ladle and hindering stable production. This study investigated how to improve the safe operating coefficient of the ladle under full LF refining conditions and extended the service life of the double-nozzle, fully refined ladle.
1.Factors affecting the lifespan of a steel ladle
The initial function of a steel ladle is to receive molten steel after it has been smelted in a converter or electric furnace, transporting it to the refining process or continuous casting process for pouring. With the development of steelmaking technology, the steel ladle, as a container for secondary smelting reactions, has acquired additional functions, including heating, vacuum degassing (dehydrogenation, deoxidation), and inclusion removal; alloying, homogenizing composition and temperature; and slag formation (desulfurization). With advancements in ladle refining technology, the requirements for the material and lifespan of the ladle lining have become increasingly stringent.
Currently, the steel plant in our branch company uses a composite lining design for its ladle, with magnesia-carbon bricks used for the slag line area because they exhibit stable and good performance in terms of refractoriness, erosion resistance, and thermal shock resistance. Observations of the ladle’s condition after it has been removed from the ladle reveal significant erosion at the slag line and bottom impact zone, with the erosion at the slag line being the most severe and having the greatest impact on the ladle’s lifespan.
1.1 Erosion Analysis of Magnesia-Carbon Bricks in Slag Lines
Numerous scholars have conducted in-depth research on the damage mechanism of magnesia-carbon bricks in slag lines, concluding that the erosion process of magnesia-carbon bricks is as follows: oxidation → decarburization → loosening → erosion → scouring → detachment → damage. During the refining process in the ladle, the carbon contained in the magnesia-carbon bricks in the slag line reacts with the iron oxide and magnesium oxide in the molten slag at high temperatures, forming a decarburized layer on the surface of the magnesia-carbon bricks. Due to the oxidation and removal of carbon, the internal network structure of the magnesia-carbon bricks is destroyed, making the brick structure loose and brittle, and erosion is intensified under the scouring of molten steel. At the same time, due to the loose brick structure, slag penetrates into the interior through the decarburized layer and reacts with magnesia particles, causing the magnesia-carbon bricks to continuously oxidize and decompose from the inside out, accompanied by structural spalling, and then being washed away by the steel slag, gradually eroding and thinning the brick layer.
1.2 Erosion Analysis of the Bottom of the Packing
Due to the high temperature of the molten steel, the large electrical power required for refining, and the intense agitation during the process, the erosion of the refractory lining inside the ladle is more severe. In particular, the working layer at the bottom of the ladle has the longest contact time with the high-temperature molten steel, bears the greatest static pressure, and operates in a more severe environment. The ladle bottom is constructed using castable refractory, and as the ladle ages, pits appear in the impact zone due to erosion by the molten steel, posing a significant safety hazard and affecting the utilization rate of the castable steel.
1.3 Slag alkalinity
During the refining process, when a small amount of lime is added, the slag will have a low basicity, becoming weakly acidic. Magnesia-carbon bricks are alkaline refractory materials, and the two are prone to chemical reaction under high-temperature conditions, causing the magnesia-carbon bricks to decompose. The reduced basicity and thinner slag exacerbate the erosion of the slag line area in the ladle during bottom blowing agitation. CaO and SiO2 in the slag penetrate the decarburization layer and enter the periclase grains, reacting with MgO to form low-melting-point compounds such as CMS and C2MS3. Under the influence of these low-melting-point compounds, periclase grains enter the slag, causing the magnesia-carbon brick structure to become loose and gradually melt and lose its integrity.
1.4 Refining Process Control
Due to production rhythm constraints, the refining cycle for most furnace runs was too short, resulting in poor slag formation. Furthermore, a lack of practical experience in using ultra-high power electrodes led to an overemphasis on high voltage, high power, and rapid temperature increases, resulting in poor arc submersion. The arc current directly acted on the magnesia-carbon bricks, causing significant erosion at the slag line of the ladle, and frequent brick detachment. Observations of the ladle conditions in the early stages revealed numerous holes in the magnesia-carbon bricks along the slag line. Analysis indicated that this was due to inadequate or poor arc submersion during the refining process, resulting in heat radiation from the electric arc.
2.Key technology development and application
2.1 Composite Masonry Technology for Steel Ladle Lining
Based on the erosion conditions in different areas of the ladle, the composite masonry structure of the ladle lining is designed rationally: for areas with severe slag line erosion, slag line magnesia-carbon bricks made primarily of fused magnesia and large-crystal magnesia are replaced; for areas where the bottom impact zone is eroded and pitted out, a “welcoming platform” is added to the impact zone; and for areas where the ladle edge material is not resistant to erosion, corundum material is used to seal the ladle edge (see Figure 1).
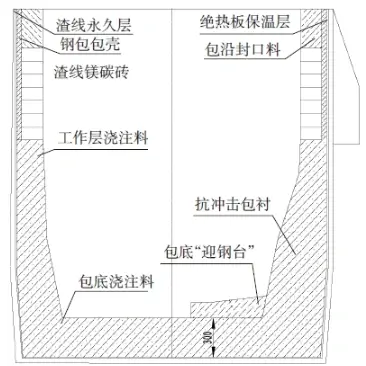
Two masonry methods were selected for the most severely eroded slag line areas: ① The high-alumina castable in the permanent slag line area was replaced with corundum castable. Due to the more erosion-resistant properties of corundum, even if the magnesia-carbon bricks in the slag line are eroded away, there will be no risk of ladle breakage. ② A composite masonry system using double slag line bricks was used in the slag line area. When the working layer of magnesia-carbon bricks erodes away, there is still a safety layer of magnesia-carbon bricks, which facilitates timely assessment by ladle inspectors.
2.2 Refining Powder Injection and Slag Adjustment Technology
By injecting dolomite powder and coke dust, the composition and oxidizing properties of the slag in the refining and smelting process are improved, reducing the erosion of the ladle lining by the slag during refining.
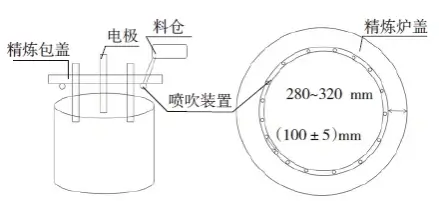
A ring-shaped powder injection device (see Figure 2) is added to the refining furnace cover. The device is a ring-shaped hollow steel pipe installed below the furnace cover, 300 mm from the outer side. It has several injection holes with a diameter of 15 mm spaced on the surface opposite the ladle. The centerline of each injection hole is angled 15° towards the center of the furnace cover. This angle effectively sprays the powder to a depth of 50–100 mm on the slag surface outside the electrodes, allowing the powder to quickly fuse with the slag and improving its composition and oxidizing properties.
After the converter finishes tapping and the ladle is brought into the station, the dolomite powder injection model for the refining process is selected based on the final slag index and slag quantity of the converter. The injection model mainly determines the amount of dolomite powder and coke dust to be injected based on the final slag index of the converter and the amount of slag in the ladle after tapping. After injection, the composition and oxidizing properties of the slag in the ladle (MgO and FeO in the slag) can be reduced while ensuring the refining effect and slowing down the erosion of the ladle lining.
2.3 Electrode Slag Refill Technology
Utilizing the principle of converter slag splashing protection technology, slag with MgO content reaching saturation or supersaturation is splashed onto the ladle wall through electrode arc current. During subsequent ladle operation, the slag cools and solidifies, forming a high-melting-point molten slag layer on the ladle lining surface, which adheres well to the lining. This splashed slag layer exhibits good corrosion resistance, inhibits oxidation and decarburization on the slag line brick surface, and reduces the erosion and scouring of the slag line brick by the high-temperature slag, thereby protecting the ladle lining and extending its service life.
Referring to the ternary slag phase diagram of CaO, Al2O3, and SiO2 and based on actual on-site slag analysis results, the slag must contain at least 8% magnesium oxide and possess a certain degree of fluidity and viscosity. Thin slag will not splash, while excessively viscous slag will not adhere well. When the molten steel temperature and composition meet the requirements and are ready for soft blowing before leaving the station, adjust the flow rate of the bottom blowing air source to keep the liquid surface stable, select low voltage and high arc flow for short arc operation, splash the slag onto the ladle lining, form a slag layer of a certain thickness on the ladle lining, and extend the service life of the ladle lining.
3.Application effect
(1) The lifespan of the double-nozzle fully refined steel ladle has been significantly improved. The lifespan of a single ladle has increased from 35.9 cycles to 53.7 cycles, the residual thickness of the slag line bricks meets safety requirements, and the safe operating coefficient of the ladle has been significantly improved.
(2) The consumption of baking gas has been significantly reduced. After the increase in ladle lifespan, the frequency of frequent ladle loading and unloading has been greatly reduced. Before the project, the consumption of baking gas was 25 m³/t, and now it is around 15 m³/t.
(3) The ladle filling capacity has been significantly reduced. Due to the reasonable design of the ladle lining structure, the bottom of the ladle on the nozzle side is lower than the side of the permeable bricks, which facilitates the flow of molten steel and reduces the amount of steel left in the bottom of the ladle. Before the project, the ladle filling capacity was approximately 350 kg/heat, and now it is controlled at approximately 220 kg/heat.
(4) The converter tapping temperature has been effectively reduced. The increased ladle lifespan has reduced the input of abnormal ladles, improved the ladle turnover rate, and reduced the process temperature drop.