
This paper reviews the application technology, construction methods, and online maintenance and repair technology of magnesia-carbon bricks for converters. It analyzes the damage mechanism of magnesia-carbon refractories during use, discusses the development trends of low-carbon magnesia-carbon bricks and environmentally friendly rapid repair materials, and proposes relevant suggestions.
Converters play a role in steelmaking, including decarburization, dephosphorization, desulfurization, alloying, heating, and inclusion removal. During smelting, converters do not require external heating and rely on the exothermic reaction of molten steel. In converters, the furnace lining, tap hole, and permeable bricks are all composed of refractory materials. Since its development in the 1970s, magnesia-carbon bricks have been widely used due to their significantly better comprehensive performance than dolomite carbon bricks. Magnesia-carbon bricks are composed of magnesia aggregate, graphite, antioxidants, binders, etc., and have advantages such as high corrosion resistance, spalling resistance, slag resistance, and thermal shock resistance. By changing the particle size distribution of magnesia aggregate and graphite, or by changing the amount of antioxidant added, the strength, erosion resistance, and oxidation resistance of magnesia-carbon bricks can be significantly altered [5,6]. In actual production, the composition of magnesia-carbon bricks can be finely adjusted according to the melting loss characteristics of different parts of the converter, which can improve the converter life and reduce overall costs.
With the implementation of my country’s “dual carbon” policy, the carbon consumption of refractory materials cannot be ignored. Under the new converter smelting technology, the application of refractory materials used in different parts of the converter also faces new challenges. Traditional magnesia-carbon refractories have high carbon content and high thermal conductivity, which will increase energy consumption and refractory material erosion. Especially when smelting low-carbon steel and ultra-low-carbon steel, it will increase the carbon content of the molten steel and reduce the quality of steel products. Therefore, the decarbonization of magnesia-carbon refractories and the innovation of related technologies will become a new development direction.
1.Mechanisms of Damage to Magnesium-Carbon Refractories in Converter Furnaces
1.1 Melting Loss
During the converter smelting cycle, the converter lining mainly experiences two types of melting loss. First, impurities in the magnesia, such as SiO2 and CaO, react with the magnesia to form low-melting-point substances. Second, FeO in the converter slag reacts with MgO in the refractory material to form a MgO-FeO solid solution, lowering the melting point. The simultaneous occurrence of these two melting loss phenomena leads to the melting loss of the magnesia-carbon bricks. The dissolution of magnesia has a significant impact on the melting loss of magnesia-carbon bricks. Therefore, applying high-purity raw materials and magnesia with fewer grain boundaries to the magnesia-carbon bricks in areas of severe melting loss, and appropriately increasing the MgO content in the slag, can improve the melting loss situation of the magnesia-carbon bricks.
1.2 Oxidation
Oxidation of magnesia-carbon bricks is unavoidable during smelting. The carbon (graphite and carbonaceous binder) in the magnesia-carbon bricks is oxidized by oxidizing gases and oxides in the slag. The oxidation of magnesia-carbon bricks is divided into direct oxidation of carbon with oxygen and indirect oxidation of carbon with oxides, with reaction formulas (1), (2), and (3), respectively. The oxidation of the converter tapping spout, furnace mouth, furnace cap, and slag line is more obvious. Among them, the tapping spout and slag line are mainly oxidized by slag, while the furnace mouth and furnace cap are mainly oxidized by gases. After oxidation, the magnesia-carbon bricks have a loose structure and reduced strength, and are gradually eroded by the airflow and molten steel.
1.3 Spalling
Spalling is divided into mechanical spalling and thermal shock spalling. When scrap steel is added, the magnesia-carbon bricks on the front face are simultaneously subjected to thermal shock impact and mechanical impact from the cold source scrap steel, resulting in partial spalling of the magnesia-carbon bricks. Due to the high gas flow rate in the converter, the temperature of the refractory material around the gas supply element (permeable brick) changes drastically, and the internal liquid agitation force is very strong. The damage mechanism of the permeable bricks is mainly thermal shock spalling. Therefore, the carbon content of the magnesia-carbon bricks on the front face should be reduced and the strength increased to resist mechanical spalling. With slag splashing protection measures, a “slag-metal permeable mushroom head” can be formed at the end of the permeable bricks to reduce bubble backlash and water hammer erosion, thereby improving the service life of the permeable bricks.
1.4 Wear
Wear and tear are the main causes of damage at the converter bottom, gas supply components, and taphole. For example, during tapping, the taphole is subjected to intermittent thermal shock and is eroded by molten steel and some slag, leading to wear of the refractory aggregate. This area is characterized by the coexistence and flow of molten steel and slag, making it difficult to form a stable slag adhesion layer. Graphite and magnesia are shed due to the erosion caused by the flowing molten steel. Based on these problems, high-temperature creep resistance can be improved by adjusting the particle size distribution of the raw materials to increase the bulk density of the magnesia-carbon bricks and by adding metal fibers.
2.Current Status of Magnesia-Carbon Refractory Materials in Converters
2.1 Converter Lining
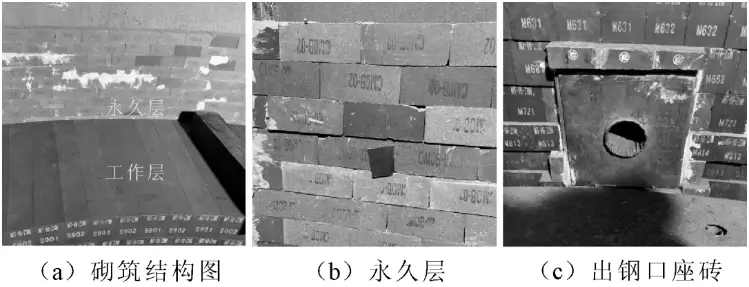
Generally, the permanent lining of a top-and-bottom blown converter uses magnesia bricks, while the working lining uses magnesia-carbon bricks. As shown in Figure 1(a), the permanent lining is made of magnesia bricks, and the working lining is made of magnesia-carbon bricks; both require staggered jointing during bricklaying. As shown in Figure 1(b), ramming material is added between the metal support plate and the permanent lining bricks. If there is any looseness between the magnesia bricks, iron plates can be added for reinforcement. The triangular joints between the magnesia-carbon bricks and the magnesia bricks must be <3mm, and the gaps are filled with sealant. The bricklaying method and seat bricks around the taphole are shown in Figure 2(c), using dry-laying, with the gaps filled with processed bricks. Additionally, the horizontal metal support plate at the corners is manually filled with ramming material between it and the permanent lining bricks.
The differences in working conditions and operational factors in various parts of the converter result in different damage mechanisms, frequencies, and amounts in different lining sections. Therefore, a comprehensive lining method is adopted for the classification and construction of the converter lining. This comprehensive lining method refers to the method of constructing magnesia-carbon bricks with different properties based on the differences in the damage conditions suffered by the refractory materials in different parts of the converter. According to the melting characteristics of different parts, magnesia-carbon bricks with appropriate carbon content are used to balance the overall damage to the refractory material within the furnace.
2.2 Slag Retention System
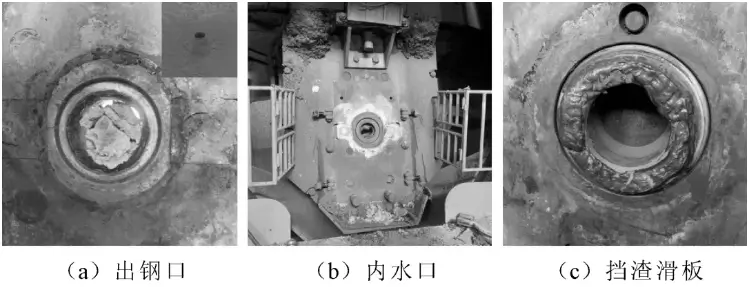
The refractory elements used in the converter slag-blocking system include the taphole, bowl bricks, inner nozzle, sliding plate, and outer nozzle. Except for the sliding plate, which is made of alumina-carbon zirconium, the rest are made of magnesia-carbon. The converter sliding plate slag-blocking system is shown in Figure 2. After the taphole is plugged with high-alumina plastic (Figure 2a), the inner nozzle is installed (Figure 2b), and finally the sliding plate slag-blocking mechanism is installed (Figure 2c). Chromium corundum mortar is applied to all connections between the bowl bricks, inner nozzle, upper sliding plate, lower sliding plate, and taphole to ensure a tight connection between the refractory elements, preventing molten steel from flowing into the gaps at the interfaces and reducing the scouring area of the molten steel.
During slag blocking and tapping, the taphole and sliding plate are subjected to the scouring, abrasion, erosion, and oxidation of high-temperature molten steel and slag. Magnesia-carbon bricks with high carbon content are not suitable for the taphole. The sliding plate is made of alumina-carbon zirconium, which has excellent corrosion resistance and thermal shock resistance. The upper sliding plate is inlaid with zirconium rings, and the lower sliding plate is inlaid with zirconium plates.
2.3 Furnace Lining Maintenance and Repair Materials
Converter repair materials are divided into large-area hot repair materials, trunnion and rounded corner spraying materials, and taphole grouting materials, all of which are magnesia-carbon monolithic refractory materials. Large-area hot repair materials use magnesia as raw material and asphalt or phenolic resin as binder, and are poured into the converter. Through furnace shaking, the residual heat of the converter is used to fully sinter the repair materials spread on the large surface, with a sintering time generally not less than 10 minutes. Spraying materials are used to repair the trunnion and rounded corner furnace lining bricks by spraying, with a service life of 6-10 heats after repair. After replacing the taphole bricks with new ones, grouting materials are sprayed into the gap between the taphole and the seat bricks using spraying equipment to fill the gaps densely.
3.Development Trends of Magnesia-Carbon Refractory Materials for Converters
3.1 Low-carbon magnesia-carbon bricks
Graphite is widely used in magnesia-carbon bricks due to its poor wettability with steel slag. However, the high graphite content in traditional magnesia-carbon bricks can lead to carbonization of molten steel and significant heat loss. Simply reducing the carbon content of magnesia-carbon bricks can result in decreased oxidation resistance, thermal shock resistance, and slag resistance. To address these issues, researchers have improved the performance of low-carbon magnesia-carbon bricks through three aspects: binder modification, application of high-efficiency antioxidants, and raw material optimization.
3.1.1 Binder Modification
Introducing catalysts into carbonaceous binders to generate carbon nanostructures in situ can improve the oxidation resistance, thermal shock resistance, and slag resistance of low-carbon magnesia-carbon bricks. Phenolic resin is commonly used as a binder, but after carbonization, it becomes highly brittle isotropic glassy carbon, and releases many gaseous products during the organic group transformation process, which affects the thermal shock resistance and high-temperature mechanical properties of low-carbon magnesia-carbon bricks.
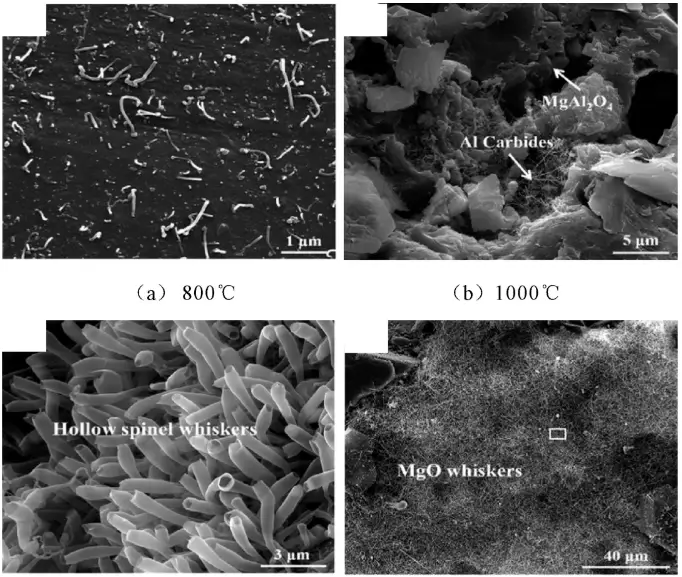
Researchers have found that adding a suitable catalyst to phenolic resin can transform amorphous carbon into a crystalline state . Yage Li et al. studied the effect of Fe, Co, and Ni nitrate catalysts on the in-situ formation of carbon nanotubes (CNTs) by pyrolysis of phenolic resin. The results showed that Fe nitrate was the best catalyst for the formation of CNTs. The high-temperature flexural strength of the sample was higher than that of the sample without catalyst prepared under the same conditions. As shown in Figure 4, under the action of the catalyst, a large number of carbon nanotubes and carbon onions were generated, which promoted the in-situ formation of ceramic phase magnesium whiskers and spinel whiskers/particles. The binder modification optimized the microstructure of the sample, generated graphitized carbon and ceramic phase, and improved the oxidation resistance, slag resistance and thermal shock resistance of low carbon magnesium carbon bricks.
3.1.2 Application of High-Efficiency Antioxidants
Oxidation is the main factor affecting the service life of low-carbon magnesia-carbon refractories. Adding antioxidants is a common and effective method to inhibit carbon oxidation. The role of antioxidants is to be oxidized preferentially before carbon or to form a ceramic phase that fills the pores and prevents oxygen from entering the refractory material. Antioxidants in low-carbon magnesia-carbon refractories are metal powders, carbides, and borides [15,16]. Typical antioxidant reaction mechanisms are shown in Table 5.
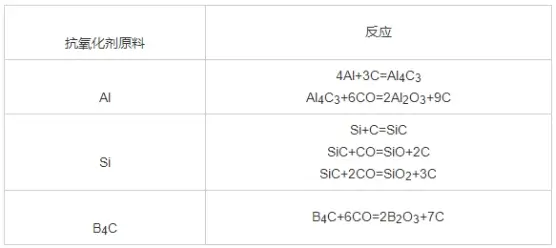
Al and Si powders are widely used in low-carbon magnesia-carbon refractories. However, Al powder is prone to hydration, causing volume expansion and affecting density. To address this issue, researchers synthesized AlB2-Al-Al2O3 composite powder via combustion synthesis, overcoming the shortcomings of Al powder. Silica powder, acting as an antioxidant, can improve the bonding strength of magnesia-carbon bricks. It generates SiC to fill the voids in the bricks, and SiC helps form a dense insulating layer at the oxidation interface, protecting graphite from oxidation. However, SiC can oxidize to form SiO2, which combines with MgO to form spinel-type Mg2SiO4, accompanied by volume expansion. Appropriate volume expansion can improve the strength and density of magnesia-carbon refractories. Other researchers have studied the addition of antioxidants to B4C+Si composites, utilizing B4C to generate the low-melting-point compound B2O3 to fill pores, inhibiting oxygen diffusion through the pores and preventing graphite oxidation.
3.1.3 Raw Material Optimization
The main raw materials of low-carbon magnesia-carbon refractories include magnesia and graphite. Reducing the graphite content significantly decreases its contact area with magnesia, leading to uneven graphite dispersion in the matrix and reducing the material’s thermal shock resistance and slag resistance. Studies have explored controlling the porosity of low-carbon materials through particle size distribution and carbon source adjustments. The particle size distribution in low-carbon magnesia-carbon bricks was calculated using the Andreassen formula, the theory of continuous closest packing. Research found that when the critical particle size is 3mm, appropriately increasing the proportion of coarse particles in the low-carbon magnesia-carbon bricks increases the bonding area between individual coarse particles and the matrix, increasing the fracture surface energy and improving thermal shock resistance.
Researchers at a Japanese refractory materials company discovered that better high-temperature mechanical properties in magnesia-carbon bricks do not necessarily equate to stronger damage resistance. They developed and applied two methods—matrix reinforcement or carbon bonding reinforcement—to different parts of converters. Ultrafine graphite and graphite of different particle sizes can effectively fill the voids in low-carbon magnesia-carbon materials, thus densifying the material matrix. Introducing carbon-containing micropowder into the matrix of low-carbon magnesia-carbon bricks and using a mixture of amorphous graphite and flake graphite reduced the porosity of the samples and improved their mechanical properties. Amorphous graphite exhibits better oxidation resistance than flake graphite, and the combination of the two enhances the oxidation resistance of the low-carbon magnesia-carbon bricks. When applied in the field, this low-carbon magnesia-carbon brick showed an average erosion rate 1.08 mm/furnace lower than that of normal bricks, demonstrating promising application prospects.
3.2 Furnace Lining Maintenance
The repair of large areas of the converter using magnesia-carbon composite repair materials generates a large amount of black smoke and takes a long time, both of which are detrimental to the on-site environment and the steel plant’s efficiency. To address this issue, researchers have developed an environmentally friendly, rapid-sintering large-area repair material using medium-grade magnesia and fused magnesia as the main raw materials, and introducing sintering aids such as aluminum powder and modified bitumen binders. When used, a small amount of liquid wetting agent and flow aid are added, resulting in good environmental performance, short sintering time, and an average service life exceeding 34 heats.
The converter trunnions and furnace bottom are subject to mechanical stress and slag erosion, requiring frequent spraying repairs. To overcome the shortcomings of existing magnesia-carbon composite repair materials, which are susceptible to erosion and scouring, a spraying material using magnesia as the raw material and carbon and bitumen as binders has been developed. After on-site application, the service life of the spraying material has been increased by 30% compared to the original spraying material.
Conclusions:
(1) Comprehensive lining of the converter furnace, using magnesia-carbon bricks with different properties according to the melting loss of each part, can improve the converter’s lifespan and production safety, achieving the best overall economic benefits.
(2) Through measures such as binder modification, raw material optimization, and the application of high-efficiency antioxidants, high-performance materials such as low-carbon magnesia-carbon bricks, high-strength magnesia-carbon bricks, and oxidation-resistant magnesia-carbon bricks can be developed.
(3) From an environmental protection perspective, the frequency of converter slag splashing should be reduced, and rapid and environmentally friendly converter repair materials should be developed and applied to solve problems such as long sintering time and black smoke generation.