
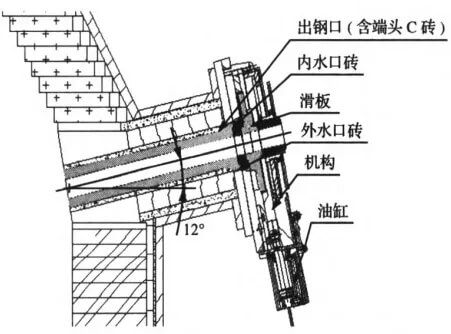
The use of sliding plate slag blocking in converter tapping is one of the most advanced methods internationally, and also one of the most challenging slag-blocking technologies. The refractory material of this system mainly consists of five major refractory elements: the tapping nozzle brick, the inner nozzle brick, the upper sliding plate, the lower sliding plate, and the outer nozzle brick. The sliding plate is one of the most critical components in the application of this technology. The tapping channel is formed by the tapping nozzle, the inner nozzle, the sliding plate brick, and the inner holes of the outer nozzle brick, while the slag-blocking function is achieved by the opening and closing of the lower sliding plate. The refractory material structure of a conventional sliding plate slag-blocking system is shown in Figure 1.
Main problems in the application of refractory materials
The domestic converter slag-blocking technology is still in its initial stage. The refractory materials, equipment, and replacement operation techniques used in related applications need continuous improvement and optimization. Currently, the main refractory material problems and shortcomings hindering the development of this technology are as follows:
1.Relatively Low Slide Plate Life
Currently, the materials used for converter slide plates in China are mostly alumina-zirconium carbon. As a material for ladle slide plates, it has high strength, good thermal shock resistance, and excellent erosion and corrosion resistance. However, for converter slide plate slag-blocking technology, the slide plate life is relatively short, only stabilizing between 10 and 14 heats, basically requiring replacement once per shift. This frequent replacement frequency cannot meet the needs of fast-paced steelmaking production in converters and also increases the labor intensity of workers.
2.The Taphole Life Needs Further Improvement
The taphole life is one of the important indicators of converter slide plate slag-blocking technology. Due to frequent direct erosion and severe scouring by high-temperature molten steel and highly oxidizing slag, coupled with rapid heating and cooling, the taphole is extremely prone to damage. The lifespan of the taphole directly affects the converter smelting cycle, steelmaking productivity, and slag-blocking effect, thus impacting steel quality. The integrity of the taphole directly controls the amount of slag discharged from the converter and directly affects alloy yield and subsequent refining processes (LF, RH, etc.).
Currently, the service life is stable between 90 and 110 heats, but it is difficult to break through the bottleneck of a longer service life. The core issue lies in the fact that the connection between the taphole and the inner nozzle brick is a planar or matte-joint contact form bonded with fire mortar. This surface-to-surface contact increases the likelihood of air infiltration during use. Oxidation, loosening, and peeling of the contact surface occur due to repeated replacements, especially at the taphole-inner nozzle contact area (end C brick), where multiple sets of inner nozzle bricks are used. The impact of oxidation and loosening of the contact surface is more pronounced. Therefore, the service life of the taphole end C brick has become a key factor directly determining the longevity of the taphole.
Improvement measures for problems in the application of refractory materials
1.Improving and Optimizing the Material and Structure of Converter Slide Plates to Significantly Increase Service Life
Addressing the common problems with current converter slide plate materials, our company, based on the actual production conditions of steel plants, has continuously optimized slide plate materials, improving their comprehensive properties such as oxidation resistance, wear resistance, thermal shock stability, and corrosion resistance. We have successively developed materials such as magnesia-carbon, aluminum-carbon, aluminum-zirconium-carbon, and aluminum-zirconium-carbon inlaid zirconium. Ultimately, we adopted aluminum-zirconium-carbon composite zirconium inlaid ring technology, significantly increasing the overall service life of the slide plates. The average service life has steadily increased from the original 10-16 heats to 23-25 heats, with a maximum service life of 27 heats, placing us at a leading level in China (specific data are listed in Table 1). This has enabled steel plants to replace slide plates once a day, greatly reducing the labor intensity of workers and providing a strong guarantee for the implementation of fast-paced steelmaking processes in steel plant converters.
2.Measures to Improve the Overall Lifespan of the Taphole
During the converter tapping process, molten steel flows from the taphole to the ladle. Under the scouring effect of the high-temperature flowing molten steel, the refractory material at the taphole is gradually melted away, causing the taphole’s inner hole to expand into an “inverted trumpet” shape (smaller at the top and larger at the bottom). Since the taphole is assembled as a whole from the inner taphole brick and the end brick (C-brick), the C-brick cannot be replaced individually in actual use. After 90-110 heats, even if the inner taphole brick is replaced, the expanded C-brick cannot ensure a safe contact area with the inner taphole brick, resulting in a very high risk of molten steel leakage at the contact surface. In this case, the entire taphole must be replaced immediately, while the other inner taphole bricks on the converter ladle wall can continue to be used. This leads to a significant reduction in the overall lifespan of the taphole, increasing the replacement frequency, affecting normal production organization and capacity utilization, and increasing the cost of the taphole refractory material.
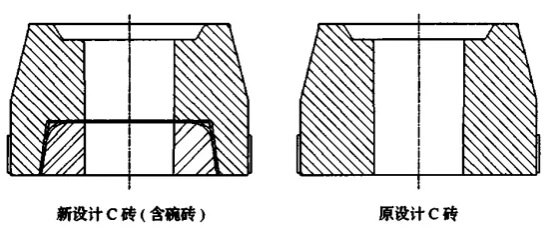
The new design replaces the integral C-brick structure with a combinable structure, employing a replaceable replacement body (bowl brick) in the “expanded hole area”. When the expanded hole of the taphole C-brick becomes too large to ensure a safe contact area with the inner nozzle brick, the replacement bowl brick ensures a safe contact area between the taphole C-brick and the inner nozzle brick, extending the taphole’s lifespan by 20% to 40%. This effectively increases the taphole’s online service life from approximately 90-110 heats to 120-140 heats, significantly improving the safety factor for steel casting in this area. The specific design of the taphole C-brick is shown in Figure 2.
Summarize
1) Through continuous innovation in key technologies of converter slag-blocking sliding plates, our company’s slag-blocking technology has become increasingly competitive in both domestic and international markets. We have successfully entered the key application markets for slag-blocking technology in large and medium-sized converters (200t and above) both domestically and internationally, including SLAZGITTER.A.G. in Germany and Shougang (Qian’an). The performance has been excellent, with tapping time consistently between 6 and 8 minutes, an average service life exceeding 23 heats, and a maximum service life of 27 heats, placing us at a leading level in China.
2) We have optimized the structural design of the C-brick at the junction of the tapping spout and the inner nozzle brick. The C-brick at the tapping spout end has been changed from a single, integral design to a combination design with replaceable bowl bricks, effectively increasing the online service life of the tapping spout from approximately 90-110 heats to 120-140 heats. This reduces the frequency of tapping spout replacements, lowers labor intensity, significantly improves the safety factor of steel pouring in this area, reduces slag discharge, and lowers the overall consumption of refractory materials in steelmaking.