Factors affecting the life of the tundish in a continuous casting machine primarily include the quality of the tundish refractory and functional refractory materials. The refractory’s physical and chemical properties, such as chemical composition, bulk density, and flexural strength, must meet agreed requirements. This is fundamental to improving tundish life, and therefore requires strengthened management.
Providing material support for improving tundish life and reducing costs and increasing efficiency. The quality of the ladle masonry directly impacts tundish life. Improper tundish operating parameters, leading to refractory erosion, also impact tundish life. Improper molten steel temperature, resulting in refractory erosion and wear, also reduces tundish life. Therefore, effective control of these issues is crucial to continuously improve tundish life and reduce continuous casting costs.
Strengthen the control of resistant material quality
1) Strengthening supervision of incoming refractory materials. Because refractory quality directly impacts their service life, to ensure the quality of refractory materials, steadily increase the life of tundishes, and ultimately reduce costs and improve efficiency, Xuangang No. 1 Steel Rolling Mill rigorously inspects the physical and chemical properties of each incoming batch of refractory materials, ensuring that these properties meet the requirements of the technical agreement. This prevents quality fluctuations and the entry of substandard products.
2) Strictly manage the storage and use of refractory materials. First, designated areas are designated for the storage of incoming refractory materials, including insulation layers, permanent layers, working layers, flow stabilizers, tundish inlets, submerged nozzles, and stoppers, to prevent mixing during use. Second, pre-emptive measures against moisture and rain, snow, and other hazards are developed based on seasonal characteristics and plant conditions to prevent refractory materials from becoming damp and ensure their quality is not compromised. Finally, standardized management of refractory use is implemented. Incoming and outgoing materials are recorded and accounted for, and the usage of refractory materials from different manufacturers and batches is kept in detailed records. This facilitates horizontal and vertical analysis and comparison, enabling the selection of the most appropriate refractory materials based on data.
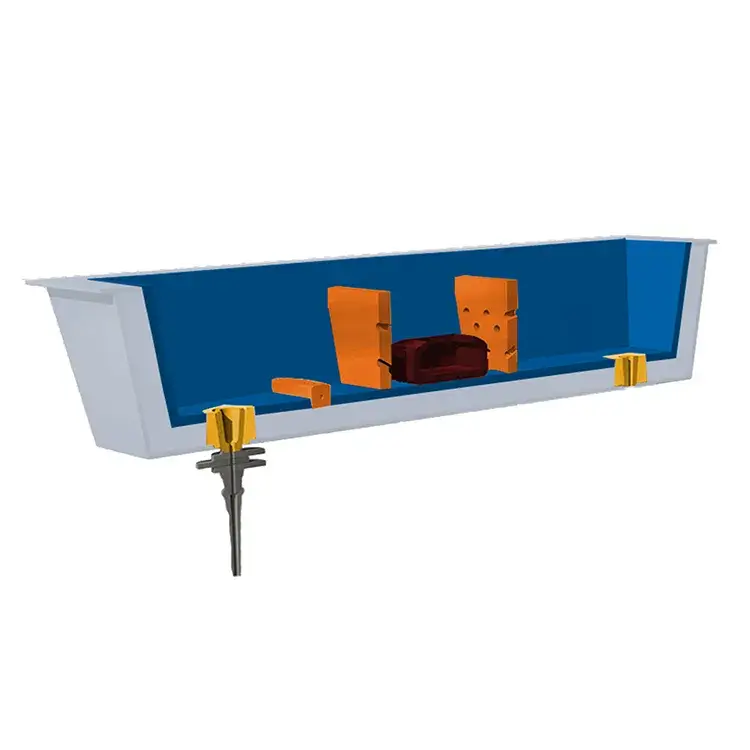
3) Improve the structure of the flow stabilizer. By tracking the use of the tundish, it was found that the service life of the flow stabilizer is the limiting factor in improving the life of the tundish. The flow stabilizer is the part that is most susceptible to high temperature, impact, and erosion and is the most vulnerable to damage.
Strengthen the control of tundish masonry quality
The tundish is divided into an insulation layer, a permanent layer, and a working layer. The insulation layer is 10-30mm thick and is made of aluminum silicate fiber hardboard. The permanent layer is 180-200mm thick and is in contact with the insulation layer. High-aluminum ramming material is used, primarily for safety and insulation. The working layer, 50-70mm thick and in contact with the molten steel, is a critical component and is made of high-magnesium dry material.
1) Inspection of the insulation layer: Ensure a thickness of 10-30mm. This layer is adjacent to the tundish steel shell and primarily serves to insulate the molten steel and reduce temperature drop during pouring. The most effective material is aluminum silicate fiber felt, which has low thermal conductivity and improves the tundish’s insulation.
2) Permanent layer inspection: 120-130mm is essential. This layer, in contact with the insulation layer, primarily provides safety and insulation. High-alumina ramming material is used. Low heat for 24 hours, medium heat for 24 hours, and high heat for 24 hours are recommended. The permanent layer should last for >45 years. If significant permanent layer shedding is detected after ladle reversal, re-casting is necessary.
3) Working layer inspection: 50-70mm is essential. This layer, in contact with the molten steel, is a critical component. During construction, the working lining material must maintain good adhesion to the permanent layer, preventing any fall-off or collapse. It must exhibit excellent high-temperature performance under high-temperature operating conditions. It requires not only high refractoriness and a certain level of high-temperature strength, but also excellent chemical stability to prevent secondary oxidation of the molten steel under high-temperature conditions, contamination of the molten steel, and degradation of the billet quality. During operation, it must exhibit excellent resistance to slag erosion and penetration, as well as erosion by molten steel and slag. This will extend the service life of the tundish working lining and reduce tundish erosion.
Increasing the thickness of the flow stabilizer to extend the life of the tundish
The tundish (or tundish) is a crucial component of the tundish, constructed from dry materials. The tundish withstands high temperatures, mechanical impact stirring (impact depths up to 1.2m), and the most severe erosion from molten steel and slag. Its lifespan often determines the lifespan of the tundish. On-site monitoring of the erosion thickness at the bottom of the tundish during pouring and field measurements after turning the tundish over revealed a positive correlation between the tundish lifespan and the tundish lifespan. Consequently, a steel mill technician proposed increasing the thickness of the tundish bottom from 240mm to 320mm. Field data revealed that tundish penetration incidents often occurred at the tundish. A steel mill improved the tundish and increased the thickness of the magnesium reinforcement precast blocks beneath the tundish from 60mm to 80mm. This significantly improved the tundish’s ability to withstand high temperatures, mechanical impact stirring, and erosion from molten steel and slag, effectively extending the tundish’s lifespan. This also reduced the depth of erosion on the working and permanent layers at the tundish bottom, lowered the bottom temperature, and eliminated tundish penetration incidents.
The longer the tundish life, the more severe the erosion of the stabilizer. Therefore, increasing the thickness of the stabilizer increases its resistance to impact and erosion, steadily improving the tundish life. Statistics on the remaining thickness of the stabilizer after erosion and the tundish life of Xuansteel’s No. 1 continuous caster in April 2018 are shown, along with a line chart showing the relationship between tundish life and the degree of stabilizer erosion. Before the stabilizer modification, the tundish erosion showed deep erosion in the working layer and slag line, with a tundish life of 25 to 28 casts. After the tundish modification, the erosion in the working layer and slag line became shallower, with a tundish life of 28 to 32 casts, significantly improving the tundish life.
Ensure the baking effect of the tundish
1) Improve and maintain baking equipment. Regularly clear and maintain gas and compressed air pipelines based on usage needs to ensure sufficient airflow and gas to meet baking requirements. Deformed nozzles should be promptly replaced to ensure effective air flow. For baking the tundish nozzle, direct injection of gas and compressed air is used to bake the nozzle’s inner diameter. To ensure effective baking, a high-pressure nozzle is installed at the end of the gas pipeline, allowing for a more concentrated and heated jet flame, resulting in improved results. Furthermore, based on the varying degrees of deformation experienced by different tundishes, a “guide bowl” is added during actual baking to ensure accurate flame targeting of the tundish nozzle.
2) Improve baking processes, establish a professional and rational online and offline baking system for tundishes, and strictly adhere to it. Ensure a baking time of at least 5 hours before the tundish is put into operation. After the tundish is hoisted onto the platform, the team first performs the initial installation and fine-calibration of the stopper rod. Once completed, the stopper rod is raised to the appropriate height to prevent the outer flame of the baking flame from directly burning the stopper rod tip, causing the outer layer of the stopper rod tip to fall off, resulting in uncontrolled flow during tundish pouring and a shutdown due to bubbling. Alternatively, the baking flame could melt the stopper rod tip, causing it to adhere to the tundish nozzle, preventing pouring and causing a shutdown. During baking, bake on low heat for 1 hour, then on high heat for 4 hours, ensuring that the working layer temperature reaches above 1000°C. Just before pouring begins, the stopper rod is returned to its original position, and the upper nozzle eye is cleared by moving the stopper rod up and down and clearing the oxygen burning pipe, clearing any accumulated slag, ensuring the refractory reaches the optimal baking state.
Control the stability of the tundish pouring liquid level
During operation, the tundish liquid level is strictly controlled between 700 and 850 mm to prevent severe refractory erosion caused by low-liquid-level steel drawing. Through communication with process engineers, the SPPD screen, telephone, and intercom, the process maintains timely monitoring of the molten steel supply rhythm, composition, temperature, and fluidity. Casting speeds are adjusted promptly within the constant casting speed range to ensure a stable tundish liquid level. Strict control of the tundish liquid level between 700 and 850 mm ensures constant steel drawing speed, reduces mold level fluctuations, improves molten steel quality, facilitates the floating of inclusions, enhances molten steel purity, stabilizes the flow of molten steel in the tundish, and ensures alignment of the slag layer with the tundish working layer and the slag line of the stopper rod, significantly reducing slag erosion on the working layer below the slag line and effectively extending the service life of the working layer. Furthermore, visible slag flow is ensured to ensure high-level casting in the tundish, timely slag removal, and constant monitoring of flow stabilizer erosion to minimize wear and tear of the stopper rod, tundish lining, and refractory materials in the impact zone.
Strengthen the control of molten steel temperature at the ladle station
The lifespan of the dry charge in the tundish working layer determines its lifespan. Research results show that refractory erosion intensifies with increasing molten steel temperature. Ladle molten steel temperature significantly impacts the lifespan of the dry charge in the tundish. Higher molten steel temperatures reduce the flexural strength, erosion resistance, and thermal shock resistance of the dry charge, thereby shortening the tundish’s service life. High pouring temperatures can severely erode the refractory charge in the working layer, leading to increased inclusions in the molten steel, severe secondary oxidation, increased cracking in the slab, the development of columnar crystals, severe central segregation, and a thinning of the mold shell. This can easily lead to steel leaks, resulting in unplanned downtime or even shutdowns. Low pouring temperatures can cause surface crusting, which can easily lead to defects such as inclusions, cracks, and scarring. Inclusions are difficult to float, leading to nozzle freezing and pouring interruptions, which can also cause unplanned downtime or even shutdowns. Therefore, carefully controlling the molten steel temperature in the ladle is crucial to continuously increasing the number of continuous casting heats, extending the lifespan of the tundish, and reducing continuous casting costs.
Xuangang’s No. 1 continuous caster primarily processes two steel grades, Q345B and HRB400. The tapping temperatures are shown in Tables 3 and 4. The working layer experiences molten steel temperatures as high as 1660°C or even higher, directly exacerbating the erosion of the working layer and shortening the life of the tundish. To extend the life of the tundish and improve the continuous caster’s operating rate, the steelmaking area has implemented measures to increase the hit rate and stability of the molten steel endpoint temperature, ensuring that the temperature fluctuations in the upper and lower tundishes do not exceed 10°C. This ensures red-tundish tapping, a tapping time of ≥4 minutes, and an argon blowing time of ≥3 minutes. The ladles are covered and insulated, accurately controlling the exit temperature of the initial pouring molten steel between 1640°C and 1650°C, and the exit temperature of the continuous pouring molten steel between 1590°C and 1600°C, ensuring that the continuous casting process meets the requirements. The production department also coordinates production scheduling and ladle turnover, ensuring a smooth transition between steelmaking and continuous casting.
At the same time, the continuous casting area must ensure proper insulation of the tundish. First, the tundish molten steel level must be kept stable and strictly controlled between 700 and 850 mm. This ensures the insulation effectiveness of the alkaline covering agent and reduces erosion and corrosion of the tundish working layer. Secondly, the covering agent thickness must be ≥50 mm to ensure the tundish steel is kept black, with no redness or exposed steel, to prevent crusting. The molten steel level must be high, especially in the tundish flow stabilizer area. The shroud must be equipped with a sealing gasket and alkaline covering agent to protect the pouring process. If the molten steel is stirred when the insertion depth meets the requirements, the shroud should be replaced immediately to minimize secondary oxidation and temperature drop. This ensures stable molten steel temperature, stabilizes production rhythm, achieves constant drawing speed, and reduces cracking and collapse of the dry material working layer due to reduced thermal shock resistance caused by molten steel temperature fluctuations.
Since the implementation of the above 6 measures, the life of the tundish has been steadily improved, the output of billets has been increased, the consumption of the continuous casting machine has been effectively reduced, and the efficiency of the continuous casting machine has been improved.
Through systematic process improvements, the control level of continuous casting and steelmaking has been improved, thereby successfully increasing the life of the tundish, reducing unplanned shutdowns or stoppages caused by refractory quality and operational factors, stabilizing the casting machine speed, reducing continuous casting consumption, and achieving cost reduction and efficiency improvement. At the same time, it also improves the output and quality of continuous casting billets, stabilizes the production rhythm of steelmaking-continuous casting-rolling, provides strong technical support for the company’s iron and steel hard connection, increases resource utilization, and has significant social benefits.