
The ladle working layer comes into direct contact with molten steel, requiring it to minimize inclusions in the steel melt, enhance steel purity, and exhibit excellent resistance to erosion by molten steel and slag. This enables extended continuous casting times for thin slab ingots while facilitating easy dismantling after use to reduce labor intensity. Recent trends in ladle working layer development manifest in two aspects:
(1) Formally evolved from insulating boards to spray coatings and dry materials;
(2) Material-wise advanced to magnesia-based and magnesia-calcium-based types, serving to purify molten steel. Based on current application of spray coatings, their practical performance surpasses that of original spray coatings, meeting the demands of extended pouring periods.
The specific construction process for magnesium dry aggregate is as follows:
PART 1 Process Requirements
The ladle dry mix employs a composite binder combining organic and inorganic binders. Since organic binders decompose at certain temperatures and lose their binding properties, the permanent layer must not be subjected to excessively high temperatures during application. To meet our plant’s continuous casting requirements, specific specifications have been established for the working layer thickness and other parameters.
PART 2 Construction Process
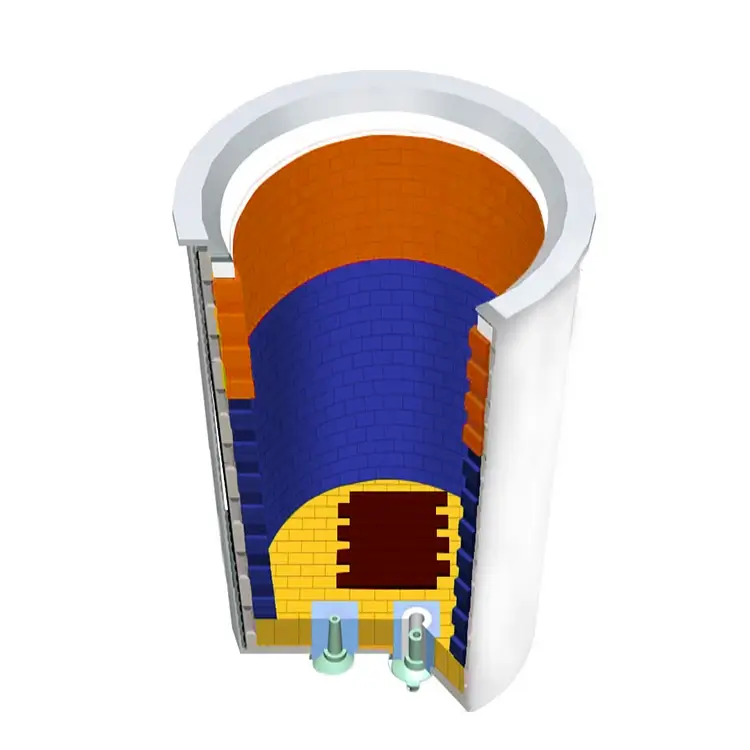
The ladle dry-mix lining employs a construction process involving vibration compaction and thermal curing. Construction operations may commence when the permanent layer temperature meets the required conditions. First, install the lower impact plate and seat bricks, compacting them with ramming material. Then pour the dry-mix material into the ladle bottom, ensuring the specified thickness and a level surface. After completing the ladle bottom construction, install the ladle liner and adjust its distance from the permanent layer. Pour dry material into the ladle, filling it to the upper rim. Activate the vibrating motor for 3–5 minutes, then add more material and vibrate until the vibrated material fills to the ladle rim. During construction, avoid introducing foreign objects such as packaging bags or plastic liners into the ladle.
Ignite the baking burner on the mold for low-temperature baking at 200–250°C for 1–1.5 hours to ensure the powder material in contact with the mold hardens and achieves sufficient strength. Activate the cooling fan for air cooling. When the mold temperature drops below 100°C, demolding can proceed. Take care not to damage the dry material structure during demolding. After demolding, inspect the working layer surface for defects such as peeling, collapse, or cracks. Proceed with installing precast components like impact pads and retaining dams, along with the submerged nozzle. Installation must ensure precision and secure fixation. Once installed, uniformly pour dry-mix material around the impact pads and retaining dams. After completing the entire construction, install the plug rod to prepare for operational use.
PART 3 Baking Curve
The working layer using dry-mix tundish material generally does not crack or collapse due to the absence of moisture during high-temperature baking. During pre-pouring baking, the temperature should be controlled below 800℃ for the first 30 minutes, then high-temperature baking can be applied up to 1100℃ for at least 70 minutes, with a maximum baking time of 180 minutes. Because dry-mix tundish material uses organic binders, prolonged baking will affect the binder’s performance, promoting carbon oxidation and reducing the corrosion resistance of the working layer.